English
English Español
Español Français
Français

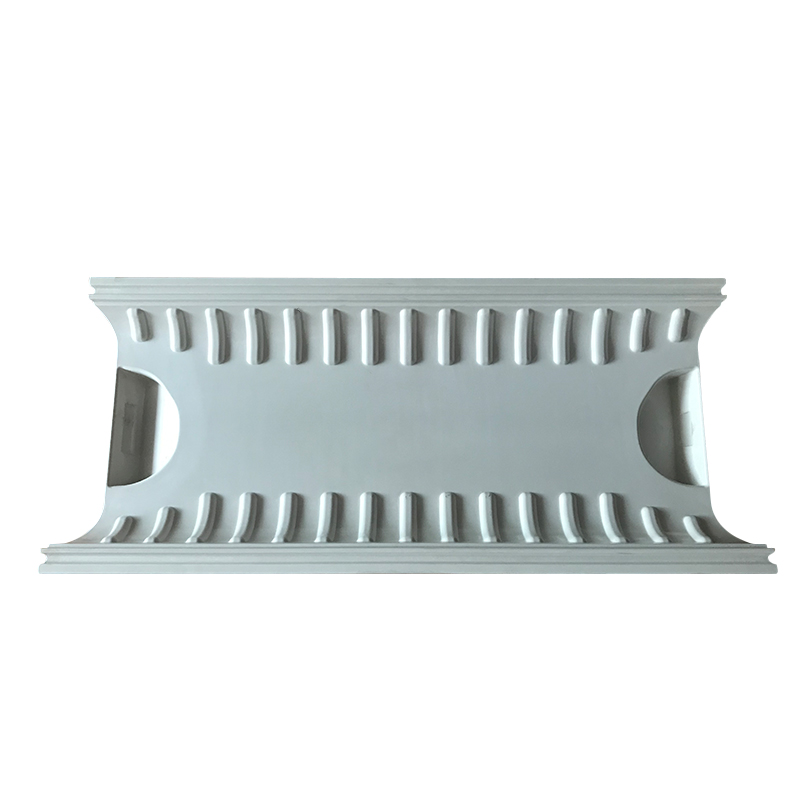


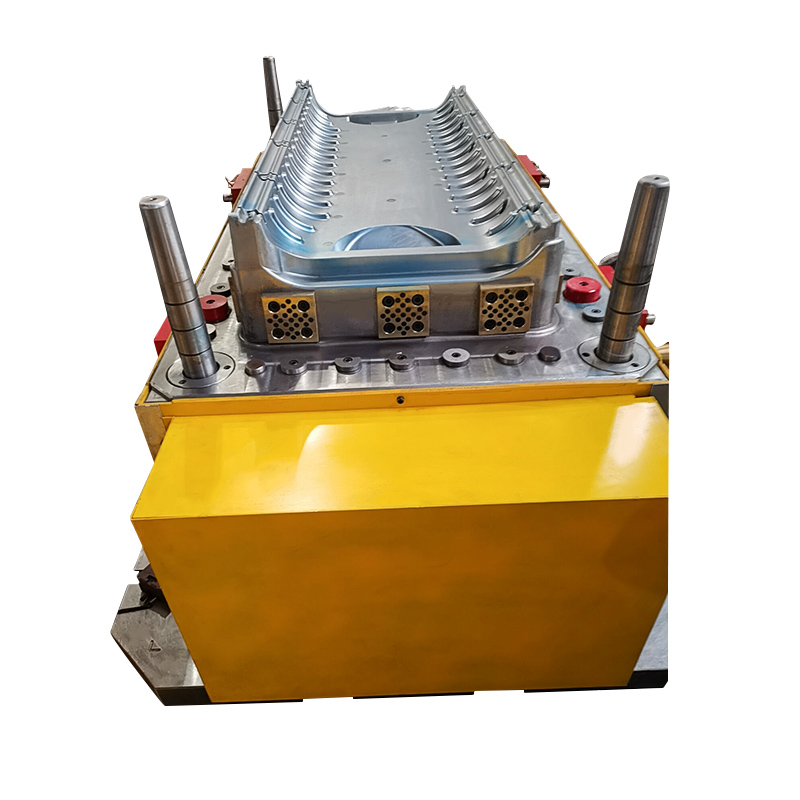
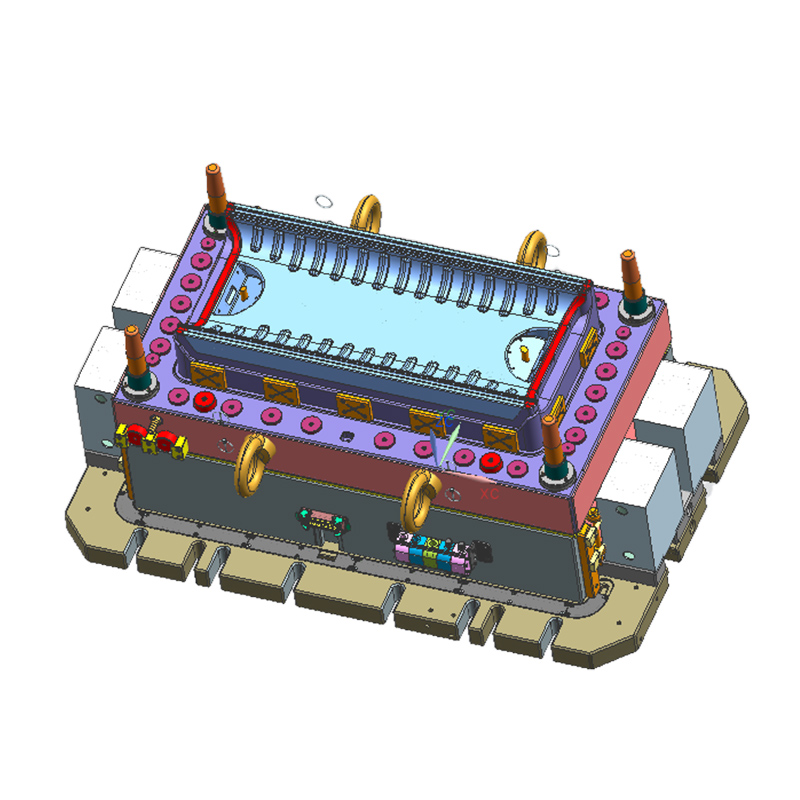
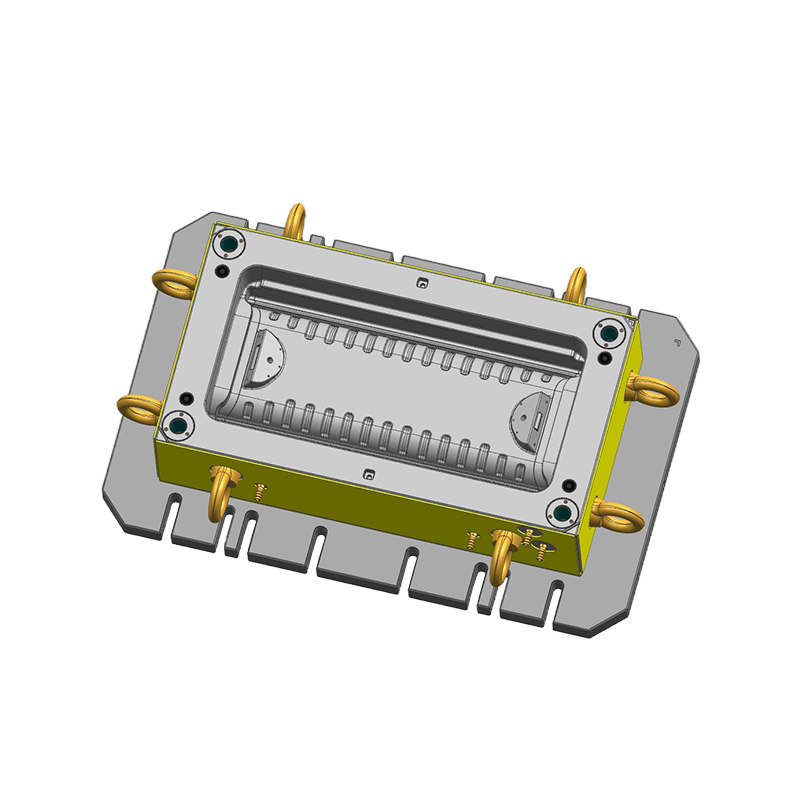
| Name der Form: | SMC Shell-Pressform |
| Produktmaterial: | SMC |
| Formstahl für Hohlraum: | 1.2344 |
| Formstahl für Kern: | 1.2311 |
| Stahl für Formbasis: | XC48 |
| Oberfläche: | Chorme |
| Heizoption: | Thermalölheizung |
| Formstandard für Komponenten: | HASCO |
| Geschätzte Größe der Form: | 1950 x 1175 x 900 mm |
| Formgewicht: | 4360KG |
| Pressmaschinengröße: | 850T |
| Fertige Zeit der Form: | 45 Tage |
| Paket: | Rostschutzöl, Kunststofffolie &. Stabile Holzkiste oder Palette. |
| Standort: | Taizhou, China |
| Unternehmensart: | Hersteller |
| MOQ: | 1 Satz |
| Handelsbedingungen: | FOB &. CIF |
| Zahlungsbedingungen: | TT &. L/C. 30 % Vorauszahlung vor Konstruktionserstellung, 30 % Zahlung nach T1-Muster, 40 % Restzahlung vor Formversand. |
1. Formtemperatur
Die Formtemperatur von SMC hängt hauptsächlich von der Art des Harzes und des Härters ab. Um die Innenfläche des SMC-Produkts glatt und ordentlich zu machen, ist es erforderlich, dass die obere und die untere Form einen bestimmten Temperaturunterschied aufweisen, und die Temperatur der oberen Form ist im Allgemeinen 5 bis 10 ° C höher als die der unteren Form.
2. Formdruck
Die Größe des Formdrucks sollte entsprechend der Form des Produkts und den Eigenschaften des verwendeten SMC bestimmt werden. Je höher der Eindickungsgrad der Sheet-Molding-Masse ist, desto größer ist der erforderliche Preßdruck; je geringer die Fließfähigkeit, desto kleiner die Formfläche und desto größer der erforderliche Formdruck. 1. So wählen Sie einen geeigneten Formdruck aus. 2.Gutes Timing der Druckbeaufschlagung. 3.Die Druckentlastung.
3. Druckhaltezeit
Die Haltezeit bezieht sich auf die Zeit des Haltens und Haltedrucks unter Formdruck und Formtemperatur. Seine Funktion besteht darin, das Produkt vollständig auszuhärten und Eigenspannungen zu eliminieren, die hauptsächlich von zwei Faktoren abhängen: Erstens von der Aushärtungsreaktionszeit des Formmaterials. Die zweite ist die instabile Wärmeleitungszeit, d. h. die Zeit, die die Wärmequelle benötigt, um Wärme durch die Form zum Zentrum des Hohlraums zu übertragen, so dass die Temperatur des Formmaterials im Zentrum des Hohlraums seine chemische Reaktion erreicht Temperatur. Die Haltezeit sollte gleichzeitig mit dem Formdruck und der Formtemperatur berücksichtigt werden. Abhängig von verschiedenen Einflussfaktoren beträgt die Verpackungszeit im Allgemeinen 0,8 bis 1,2 Minuten pro mm Dicke.