English
English Español
Español Français
Français

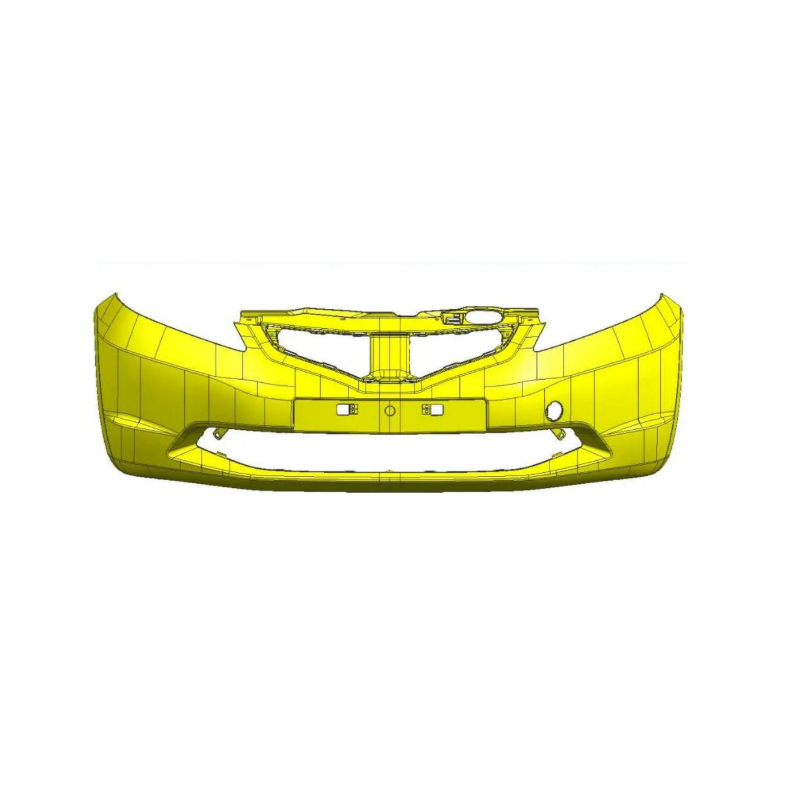
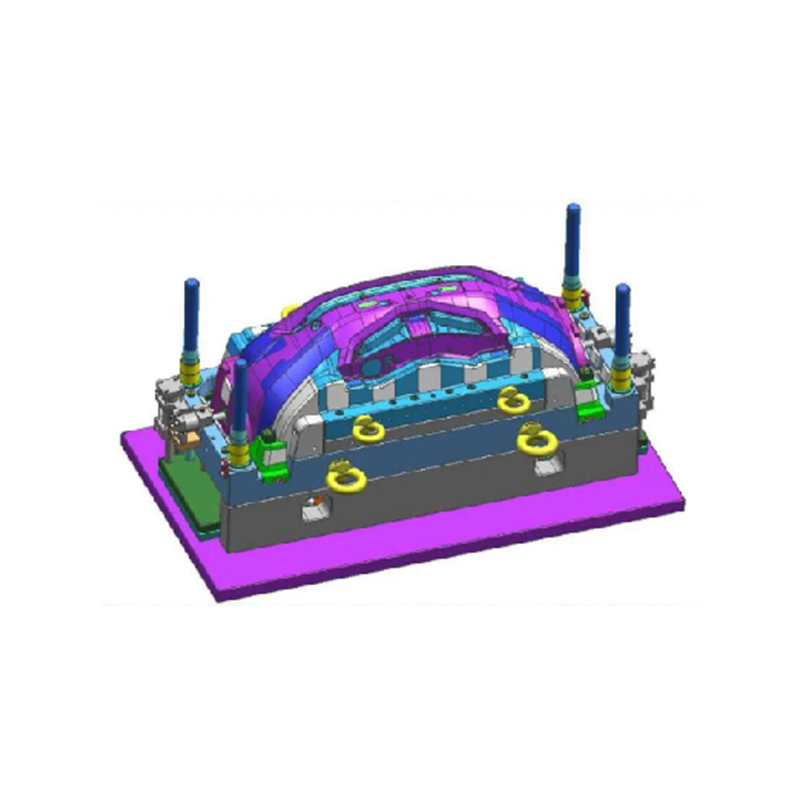

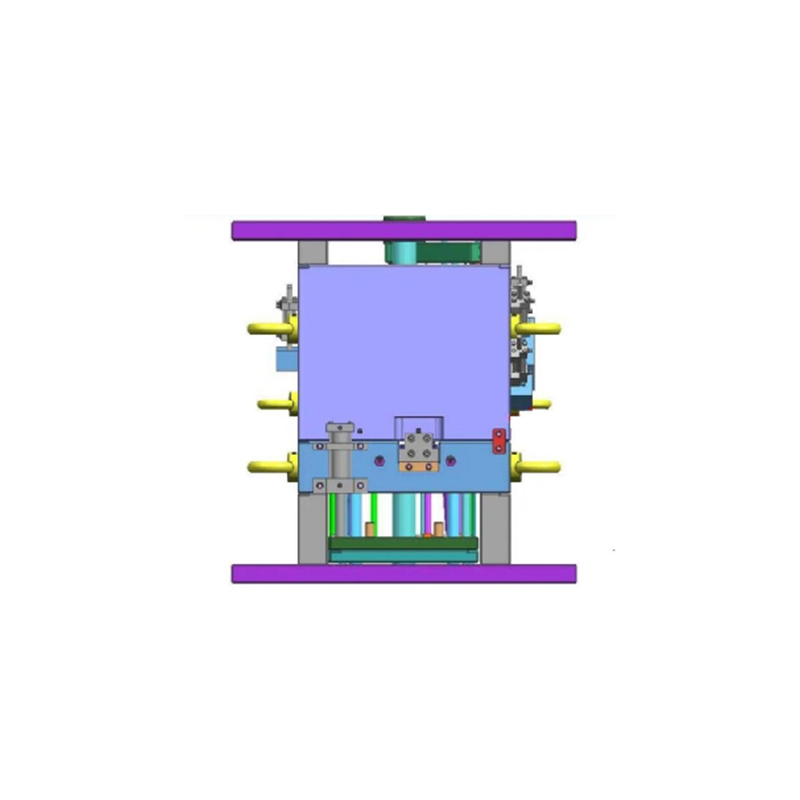
| Name der Form: | Heißkanal-Stoßfängerform |
| Material: | >PP-EPDM< |
| Formhohlraum Stahl: | ASSAB718H |
| Formkernstahl: | Euro P20 |
| Stahlhärte: | HRC 28 bis 33 |
| Stahl für Hohlraum u. Kern: | S45c |
| Einspritzsystem: | Yudo Hot Runner, 4 Spitzenanschnitte |
| Auswerfersystem: | Auswerferstift |
| Zykluszeit: | 70~75 Sek |
| Lebensdauer der Form: | 1.000.000 mal |
| Geschätzte Größe der Form: | 2500*1250*1400mm |
| Formgewicht: | 17,6T |
| Größe der Injektionsmaschine: | 1800T |
| Fertige Zeit der Form: | 110 ~ 120 TAGE |
| Typ des Kühlleitungsanschlusses: | DME NS350 SERIE Schnellkupplung, verbunden mit Hauptwasserverteiler durch FST100 MS Gelenkverbinder, hervorragendes Kühlsystemdesign. |
| Paket: | Rostschutzöl, Kunststofffolie &. Stabile Holzkiste oder Palette. |
| Standort: | Taizhou, China |
| Unternehmensart: | Hersteller. |
| MOQ: | 1 Satz. |
| Handelsbedingungen: | FOB &. CIF |
| Zahlungsbedingungen:
| TT &. L/C. |
Material für Stoßstangen
An die Materialien eines Stoßfängers werden in der Regel folgende Anforderungen gestellt: gute Schlagfestigkeit und gute Witterungsbeständigkeit. Gute Farbhaftung, gute Fließfähigkeit, gute Verarbeitbarkeit und niedriger Preis. PP-Material ist ein Allzweckkunststoff mit ausgezeichneter Leistung, aber PP selbst hat eine schlechte Tieftemperaturleistung und Schlagfestigkeit, ist nicht abriebfest, altert leicht und hat eine schlechte Dimensionsstabilität. Daher wird modifiziertes PP in der Regel für die Produktion von Automobilstoßfängern verwendet. Material. Derzeit verwenden die Spezialmaterialien für Polypropylen-Stoßfänger für Autos normalerweise PP als Hauptmaterial, und ein bestimmter Anteil an Gummi oder Elastomer, anorganischen Füllstoffen, Masterbatches, Additiven und anderen Materialien wird gemischt und verarbeitet.

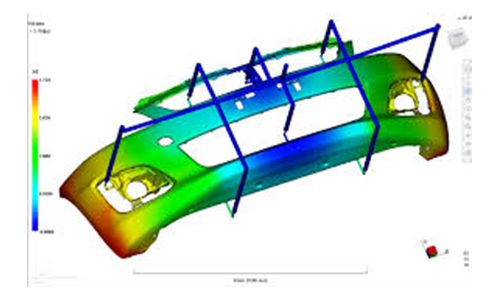
Formflussanalyse
Die Fließanalyse umfasst die Füll- und Verpackungsphasen des Spritzgießprozesses.
Füllzeit: Geschwindigkeitsprofile und Schussgröße (maschinenspezifisch)
Einfrierzeit: Zeit zum Einfrieren von Anguss, Anschnitt und Teil Verpackungszeit und -druck: Verpackungsphasenprofile (maschinenspezifisch) Entlüftungsanforderungen Schweißnahtpositionen Volumetrische Schrumpfung: Schrumpfungswerte für verschiedene Teilegeometrien Schergeschwindigkeit: während des Füllens und Verpackens erzeugte Schergeschwindigkeiten Druck bei V/P-Umschaltung Einspritzdruck: während des Füllens und Verpackens auftretende Druckraten Berichte und Ergebnisse können auf spezifische Anforderungen zur Fehlersuche bei Teilen zugeschnitten werden.